





项目需求
采集涂覆机上,已安装可燃气体传感器数据和已安装的差压表的数据;
采集波峰焊排风管的风速,每根排风管上安装一个风速传感器;
采集涂覆机排风管风速,每根排风管上安装一个风速传感器;
采集回流炉排风管风速,每根排风管上安装一个风速传感器;
现场设置数据处理、显示 、报警点;
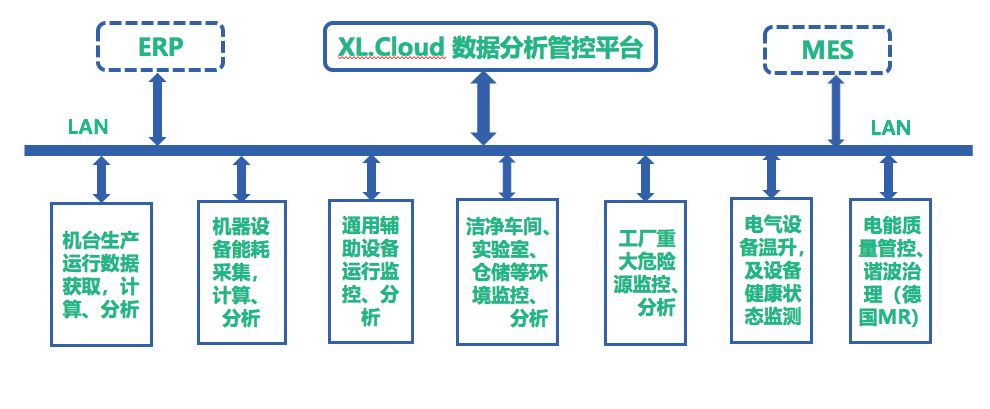
通过局域网或者WIFI(5G)把数据上传给MES系统或者第三数据监控平台。

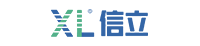
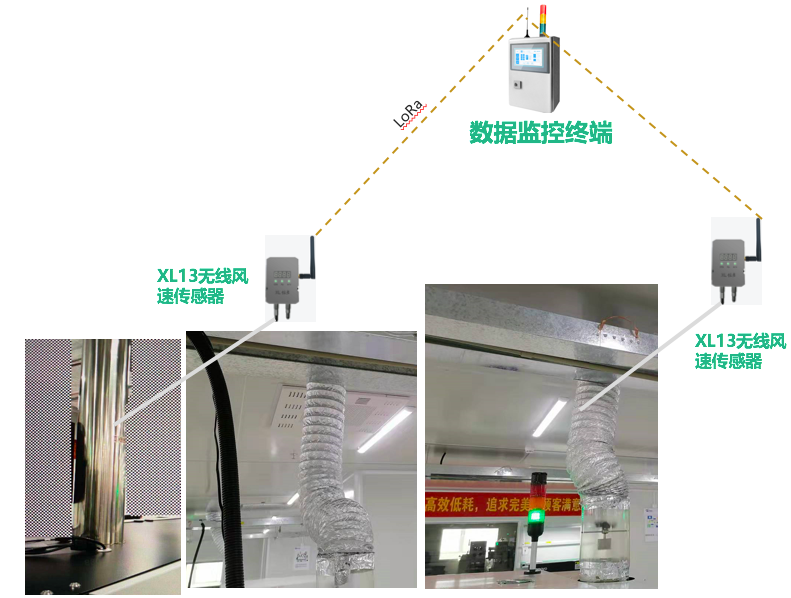
系统方案示意图
无线传感器,可以自由安装;
数据监控终端XL97的安装点,根据现场情况自由选择;
无线传输距离,在工厂车间环境,300至1000米。
XL97数据监控终端可接入64个无线传感器,理论上不受限制;有线传感器接入数量,不受限制。
XL97可同时支持以太网和Wi-Fi通信方式,使用更方便灵活。
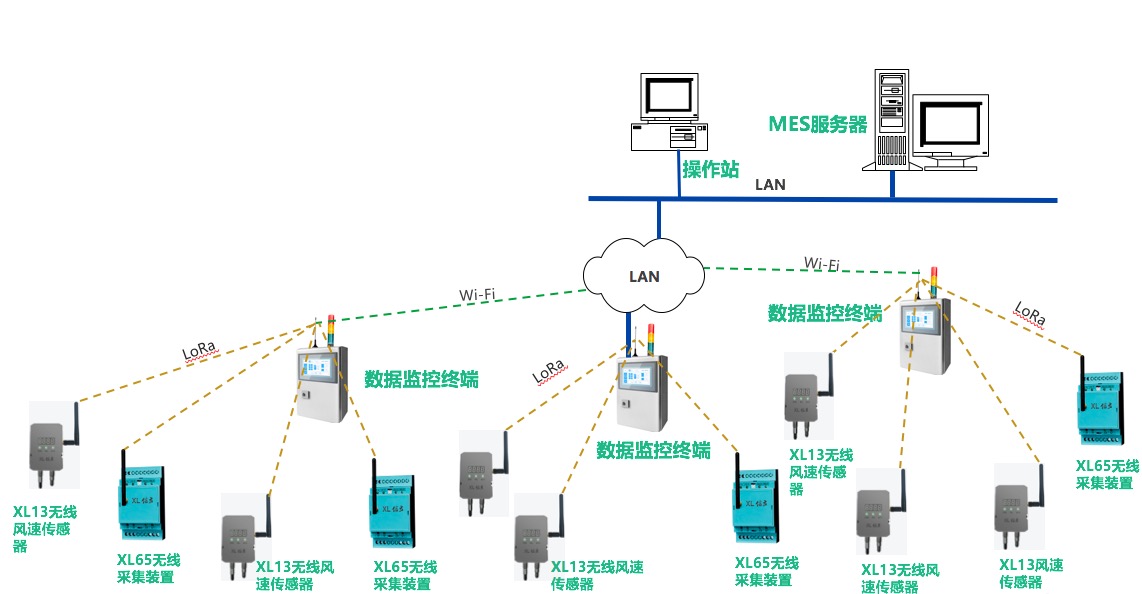
现场可燃气体传感器数据采集
选择XL65无线采集装置,采集涂覆机上可燃气体传感器的数据;采集数据方式:通过RS485或者AI(4-20MA,0-5V、0-10V等)采集气体传感器数据。然后无线上传数据至数据监控终端;
XL65无线采集装置,安装在涂覆机的控制柜内,导轨安装,DC24V供电;
选用吸盘天线,天线固定在控制柜顶上。
现场差压传感器设备数据采集
选择XL65无线采集装置,采集涂覆机上差压传感器的数据;采集数据方式:通过RS485或者AI(4-20MA,0-5V,0-10V等)采集气体传感器数据。然后无线上传数据至数据监控终端;
XL65无线采集装置,安装在涂覆机的控制柜内,导轨安装,DC24V供电;
选用吸盘天线,天线固定在控制柜顶上。

XL65无线采集装置
XL65无线采集装置,采集1AI、采集3DI、1路RS485、输出1DO,可选LoRa无线通讯方式:
AI可以采集4-20MA,0-5V,0-10V等,AI带配电、隔离,16位的A/D转换;
DI可以输入干接点信号、湿接点信号(DC24V)、NPN信号;DO为干接点输出,用于驱动继电器或输出信号;
除I/O模块外,还配1路RS485通讯接口,如PLC,温度仪表,自控仪表,设备控制器,变频器。
支持Modbus RTU、XL/6-IoT等通信协议;
RS485支持Modbus RTU协议。
手机APP调试参数。

排风管风速监控
选择XL13无线风速传感器,监测涂覆机排风管风速,波峰焊排风管的风速,回流炉排风管风速,无线上传数据至数据监控终端;
无线风速传感器,安装在现场设备上适当的位置,便于现场查看数据;
选择高温胶管,插入排风管,用高温胶固定密封;
选用AC220V供电;
XL13无线风速传感器
XL13无线风速传感器,适用于室内外压差监测,排风管、空调管内外气压监测,支持LoRa上传。
风速量程:0-40M/S;
精度:0.5%F,S.;
工作电压:DC3.6-5V;功耗≤0.2W,可用电池供电;
配易插接头,蓝牙调试接口,安装、调试简单便捷。
LoRa无线通信方式,可按不同国家、地区规定,配置相应频段的通讯模块;LoRa传输距离比较远,理想距离可达10Km。有遮挡环境,传输距离约300m至1000m;
支持Modbus RTU、XL/6-IoT等通信协议;

XL97数据监控终端
基于ARM Cortex-A8架构工业级处理器;Linux 操作系统;安装My SQL数据库,XL.Smart应用软件;
可选配触摸屏、声光报警器。
配100/1000M双以太网,Wi-Fi;
可配两路LoRa无线通讯接口,无线读取传感、采集节点数据。
将数据同时接入多个软件平台;
支持XL/9-RDS Redis数据交换协议;XL/9-DB 数据库格式协议,支持MS SQL,My SQL,ORACLE等数据库;
支持物联网协议MQTT、SOAP,以及工业、电力等等多种通信协议;
支持API接口;

XIoT 工厂数字化系统