
1、方案背景
工业生产现场,各类仪表控制柜(如PLC柜、变频器柜、动力控制柜、控制箱等),承载着大量的生产工艺、设备运行数据等,需要上传至监控中心集中管理。传统有线采集面临布线复杂、成本高、扩展性差等痛点,本方案基于XL60无线采集模块,通过物联网技术,实现对控制柜的电流、电压、开关量、模拟量等信号高效无线采集。
2、方案设计
1、设备选型
针对控制柜内汇集信号较多的情况,选择XL60无线采集模块,安装在仪表控制柜内,集中采集柜内电流、电压、开关等信号,并无线远传。可通过XBUS总线扩展多种信号输入、输出模块,满足更多信号采集需求。

2、网络传输
接入企业监控平台:XL60无线采集模块采用LoRa无线传输数据至XL90网关,网关通过Ethernet/WiFi等方式接入监控平台;
接入信立数字化软件系统:XL60无线采集模块通过4G无线传输方式,将信号传输至信立数字化软件系统,数据传输不受距离环境影响。
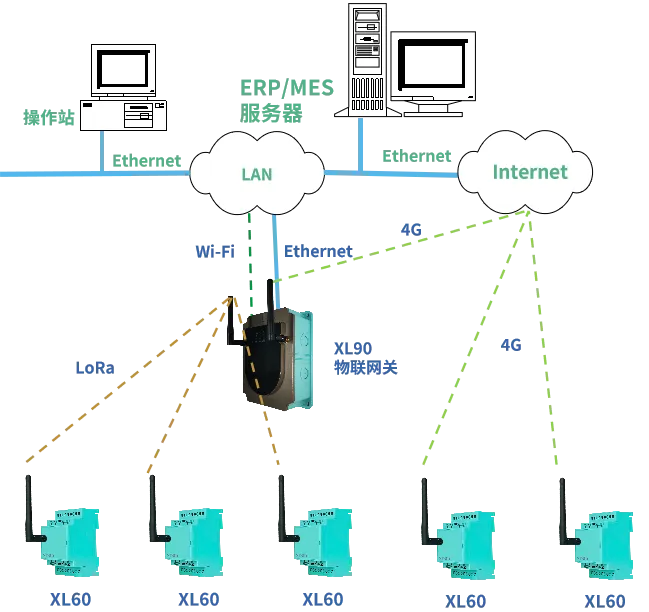
△网络架构示意图
3、监控平台
可根据需求,搭建信立数字化软件系统,对现场仪表设备的运行数据进行集中监控:
可视化实时监测:以图表形式直观展示柜内电压、电流、各类传感器数据;
智能数据分析:基于人工智能,智能分析数据,从运行数据提取诊断信息,生成趋势图、轴心轨迹图等分析图谱;
智能报警:可设定报警阈值,一旦监测到电压、电流、压力等数据异常,平台生成即时警报通知,通过微信、短信、邮件等多种渠道通知相关人员,提高响应速度;
智能维护管理:平台根据历史监测数据,对数据进行处理并提取故障特征数据,对设备状态进行诊断,自动生成运行趋势和维护周期建议,并可根据知识库生成维护指导,优化维护、生产计划;
远程访问:用户可通过信立数字化软件系统随时随地远程访问控制柜运行数据,提高设备管理的便捷性和灵活性。
3、方案价值
提高生产效率:通过远程集中监控,用户可以及时获取设备的运行状态,无需依赖人工巡检,节省了大量的人力和时间成本,提高了生产效率。
降低维护成本:监控平台具备异常检测功能,可及时发出报警信号,帮助用户及时发现设备异常,防止进一步故障。
优化生产计划:监控平台提供数据分析功能,根据采集到的数据,发现潜在的生产问题和优化空间。
提高生产安全性:通过实时监测和报警功能,用户能够及时发现设备故障、过载等安全隐患,及早采取措施,避免设备事故和人员伤害,提高生产过程的安全性和可靠性。